Bir büküm makinesi, birden fazla bireysel kabloyu, iletkeni veya fiber demetini tek bir birleşik kablo yapısı halinde büken veya helisel olarak döşeyen endüstriyel bir cihazdır ve modern altyapıdaki hemen hemen her güç kablosunun, telekomünikasyon hattının ve özel tel halatların arkasındaki temel ekipman parçasıdır. Evinizin duvarlarının içindeki elektrik kablolarından, yüzlerce kilometrelik yüksek gerilim iletim hatlarına, deniz altı fiber optik kablolardan asansör tel halatlarına kadar tüm bu ürünler, yapısal bütünlüklerini ve elektriksel performanslarını, hassas bir mühendislik anlayışına borçludur. büküm makinesi .
Bükme Makinası Nedir? Tanım ve Temel İşlev
Bir büküm makinesi, birden fazla bireysel teli veya filamanı kontrollü bir sarmal düzende birlikte bükerek birleştirmek, mekanik olarak daha güçlü, daha esnek ve eşdeğer kesite sahip tek bir katı telden elektriksel olarak daha üstün bir çok telli iletken veya kablo üretmek üzere tasarlanmış hassas bir üretim sistemidir.
Bir uygulamanın arkasındaki temel prensip büküm makinesi basittir: bireysel tel getirileri (bobinler veya makaralar) dönen çerçevelere veya kelebeklere monte edilir ve makine çalışırken bu çerçevelerin dönüşü, bireysel tellerin merkezi bir çekirdek etrafında veya birbirlerinin etrafında sarmal olarak uzanmasına neden olur. Sonuç, mekanik ve elektriksel özellikleri sarım uzunluğu (adım), tel sayısı, tel çapı ve büküm geometrisi ile tanımlanan örgülü bir üründür.
Büküm makineleri şunları üretmek için kullanılır:
- Çok telli bakır ve alüminyum iletkenler Güç kabloları ve elektrik kabloları için
- Çelik tel halatlar Vinçler, asansörler, asma köprüler ve açık denizde demirleme için
- Fiber optik kablo çekirdekleri telekomünikasyon ve veri iletimi için
- Zırhlı kablo düzenekleri Deniz altı, madencilik ve askeri uygulamalar için
- Özel iletkenler Havai iletim hatları için ACSR (Alüminyum İletken Çelik Takviyeli) gibi
Büküm Makinası Nasıl Çalışır? Adım Adım Süreç
Bir büküm makinesi, tek tek tel şeritlerini dönen bobinlerden bir dizi kılavuz kalıp ve bir kapatma kalıbı yoluyla besleyerek çalışır; burada bunlar birlikte çekilir ve kontrollü gerilim altında nihai sarmal konfigürasyonlarına bükülür.
Aşama 1: Kazanç ve Gerilim Kontrolü
Bireysel tel bobinleri veya bobinler makinenin ödeme sistemine yüklenir. Her bobin tek bir tel demetini besler. Gergi frenleri veya aktif dansçı sistemleri, büküm işlemi sırasında düzensiz döşemeyi, tel kırılmasını veya iletken deformasyonunu önlemek için her tel üzerinde tutarlı, ayrı ayrı kontrol edilen gerilimi (tipik olarak ayar noktasının ±%2'si dahilinde) korur.
Aşama 2: Ön Şekillendirme ve Kılavuz Sistemleri
Birçok yüksek kalitede büküm makinesis , bireysel teller kapatma kalıbına ulaşmadan önce ön şekillendirme aletlerinden geçer. Ön şekillendirme, her teli son şeritte ilerleyeceği yönde hafifçe bükerek bitmiş kablodaki iç gerilimleri azaltır ve esnekliği artırır. Kılavuz halkalar ve makaralar, kapanmadan önce her bir teli doğru açısal konuma yönlendirir.
Aşama 3: Kapanış Zarı
Tüm bireysel teller, hassas şekilde işlenmiş karbür veya sertleştirilmiş çelikten yapılmış, son telli iletkenin dış çapına uygun boyutta merkezi bir açıklığa sahip bir alet olan kapatma kalıbında birleşir. Kapama kalıbı, telleri yuvarlak, sektör şekilli veya kompakt (çok büyük iletkenler için Milliken yapısı) nihai kesit geometrilerine sıkıştırır.
Aşama 4: Alma ve Biriktirme
Bitmiş çok telli iletken kapatma kalıbından çıkar ve ırgat tahrikli bir sarma sistemi tarafından bir sarma makarasına veya tamburuna sarılır. Büküm çerçevelerinin dönüş hızı ile senkronize olan sarma hızı, büküm hattının sarım uzunluğunu (adım) belirler; bu kritik bir kalite parametresidir. Çağdaş büküm makinesis tüm üretim süreci boyunca döşeme uzunluğu doğruluğunu ±0,5 mm dahilinde koruyan servo tahrikli kapalı devre kontrol sistemlerini kullanın.
Büküm Makinası Çeşitleri: Ürününüz İçin Hangi Tasarım Uygun?
Her biri belirli tel türleri, üretim hızları ve kablo yapıları için optimize edilmiş beş temel büküm makinesi türü vardır: boru şeklinde, planeter (sert), yay (atlama), demetleme ve tambur büküm.
1. Borulu Bükme Makinası
Boru şeklindeki büküm makinesi tel ve kablo endüstrisinde en yaygın kullanılan tasarımdır. Bireysel tel bobinler, dönen bir metal borunun ("beşik" veya "kafes") içine monte edilir. Tüp döndükçe teller merkezi bir elemanın etrafına sarmal olarak döşenir. Boru şeklindeki makineler katman başına 6 ila 61 veya daha fazla bobin işleyebilir ve çok katmanlı yapılar üretebilir. 20–120 m/dak'lık hat hızları tipiktir; bazı yüksek hızlı modeller ince tel uygulamaları için 200 m/dak'ya ulaşır. 1,5 mm²'den 1.000 mm²'ye kadar kesitli güç kablolarındaki çok telli bakır iletkenler için standart seçimdir.
2. Planet (Sert) Büküm Makinası
Gezegensel büküm makinesinde, bobinler dönen bir çerçeve üzerine monte edilir ancak planeter dişli sistemi tarafından makine çerçevesine göre dönmeden tutulur; bu, bobinlerin kendilerinin dönmediği, yalnızca onları taşıyan çerçevenin döndüğü anlamına gelir. Bu, çelik tel halat üretimi, zırhlı kablo ve bireysel tellerin orijinal düz formunu koruması gereken ürünler için kritik olan bitmiş halattaki geri bükülmeyi ortadan kaldırır. Planet makineler daha yavaştır (tipik olarak 5-30 m/dak) ancak geometrik olarak hassas, düşük artık gerilimli halat yapıları üretirler.
3. Yay (Atla) Büküm Makinası
Yay büküm makinesi, teli sabit bir çekme bobininden taşıyan ve onu merkezi bir elemanın etrafına saran dönen bir "yay" veya kol kullanır. Ödeme makaraları sabit olduğundan, bu tasarım, boru şeklinde bir makinede döndürülmesi pratik olmayan çok büyük, ağır makaraları tutar. Yay şeritleri, çelik tel zırhlama, orta gerilim kablo zırhlama ve diğer ağır ölçü uygulamalarının üretiminde yaygındır. Tipik hat hızları 5 ila 40 m/dak arasında değişir ve tasarım doğal olarak tel uygulamasıyla aynı anda bant, dolgu ve yataklama katmanlarının uygulanmasına uygundur.
4. Demetleme Makinası
Demetleme makinesi (aynı zamanda demet bükücü olarak da adlandırılır), tutarlı bir döşeme yönü veya geometrik düzenleme sağlamadan birden fazla ince teli birlikte büker; teller rastgele veya yarı rastgele bir sarmal halinde basitçe bir araya toplanır. Bu, esnek kablolar, kaynak kablosu, hoparlör kablosu ve otomotiv kablo demetleri gibi uygulamalar için mümkün olan en esnek çok telli iletkeni üretir. Demetleme makineleri çok yüksek hızlarda (genellikle 400-1.500 RPM kelebek hızı) çalışır ve 0,05 mm'den 0,5 mm'ye kadar ince tel çapları için tasarlanmıştır.
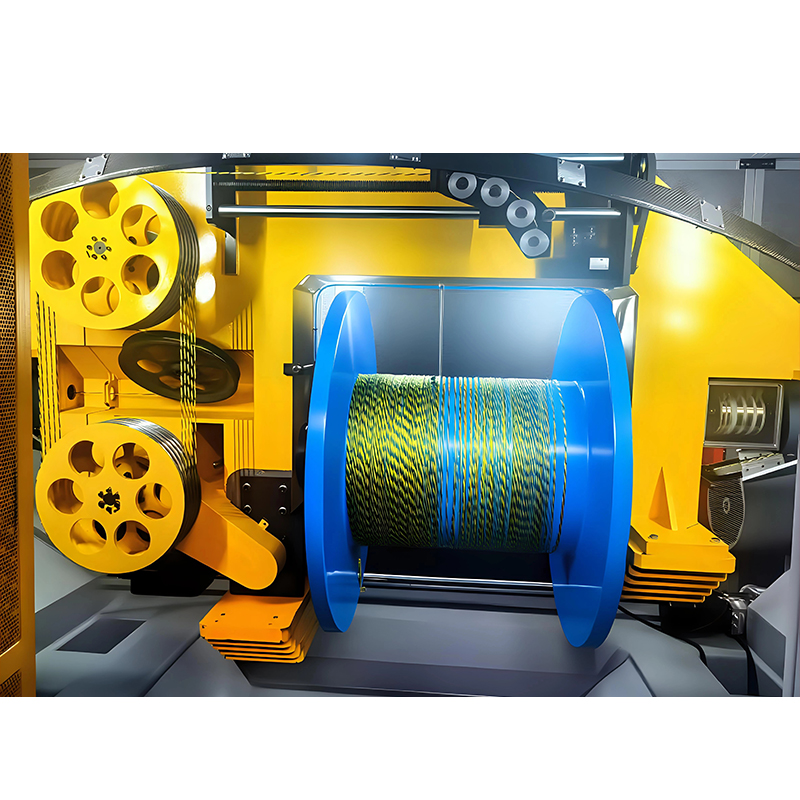
5. Tambur Büküm Makinesi (SZ Büküm)
SZ büküm makinesi (salınımlı büküm veya tamburlu büküm makinesi olarak da bilinir) tüm kazanç sistemini döndürmez. Bunun yerine, ileri geri salınım kullanarak kablo elemanlarına alternatif sol ve sağ bükümler uygular. Bu devrim niteliğindeki tasarım, dönen kütleler olmadığından kabloların çok yüksek hat hızlarında (fiber optik gevşek tüplü kablolar için 500 m/dak'ya kadar) bükülmesine olanak tanır. SZ büküm, fiber optik kablo üretiminde baskın teknolojidir ve aynı zamanda alçak gerilim güç kabloları, kontrol kabloları ve veri kabloları için de kullanılır. Alternatif döşeme yönü, bitmiş kablonun birleştirme işlemleri sırasında çözülmeden açılıp yeniden kapatılmasına olanak tanıyan bir "SZ" modeli oluşturur.
| Makine Tipi | Tipik Hız | Tel Aralığı | Birincil Başvuru | Geri Çevirme |
| Boru şeklinde | 20–200 m/dak | 0,3–5,0 mm çap | Güç kablosu iletkenleri | Evet |
| Gezegensel (Sert) | 5–30 m/dak | 1,0–10,0 mm çap | Tel halat, zırhlı kablo | Hayır |
| Yay (Atla) | 5–40 m/dak | 1,0–8,0 mm çap | Ağır zırhlama, ACSR | Hayır |
| Gruplama | 400–1.500 dev/dak | 0,05–0,5 mm çap | Esnek kablolar, otomatik kablolama | Evet |
| SZ / Tambur Büküm | 500 m/dak'ya kadar | Gevşek borular, ince tel | Fiber optik, veri kablosu | Hayır |
Tablo: Beş ana büküm makinesi tipinin hız, tel çapı aralığı, uygulama ve geri büküm karakteristiğine göre karşılaştırılması.
Bir Büküm Makinesinin Temel Teknik Parametreleri
Herhangi bir büküm makinesinin en kritik teknik parametreleri, büküm uzunluğu (adım), dönüş hızı, bobin kapasitesi ve gerilim kontrol doğruluğudur; bu dört faktör, bükülmüş ürünün nihai kalitesini ve tutarlılığını belirler.
Döşeme Uzunluğu (Adım)
Döşeme uzunluğu, bir telin bir tam helisel dönüşü tamamladığı kablo boyunca eksenel mesafedir. Çok telli kablo üretiminde en önemli kalite parametrelerinden biridir. Daha kısa döşeme uzunluğu, birim kablo uzunluğu başına daha fazla tel uzunluğu nedeniyle daha yüksek elektrik direncine sahip daha esnek bir kablo üretir. IEC 60228 gibi standartlar, farklı iletken sınıfları için döşeme uzunluğu aralıklarını belirler; örneğin, Sınıf 5 esnek iletkenler, bireysel tel çapının 16 katı kadar döşeme uzunluğuna sahip olmalıdır; Sınıf 2 örgülü iletkenler ise tel çapının 25 katı kadar döşeme uzunluklarına izin verir.
Büküm Hızı ve Dönüş Hızı
Hat hızı (m/dak) ve beşik/uçma dönüş hızı (RPM) birlikte döşeme uzunluğunu ve üretim verimini belirler. 60 m/dak hat hızında 50 mm büküm uzunluğuna sahip bir iletken üreten boru şeklinde bükme makinesi için, kızağın 1.200 RPM'de (60 m/dak ÷ 0,05 m/devir) dönmesi gerekir. Modern yüksek hızlı boru şeklindeki makineler, ince tel üretimi için 1.500-2.000 RPM'lik beşik hızlarına ulaşır. Dönüşü orantılı olarak artırmadan hat hızını artırmak, döşeme uzunluğunu değiştirecek ve kablonun elektriksel ve mekanik özelliklerini değiştirecektir.
Bobin Kapasitesi ve Sayısı
Bir büküm makinesinin taşıyabileceği bobinlerin sayısı ve boyutu, hangi kablo yapılarını üretebileceğini doğrudan belirler. 7 bobinli boru şeklindeki bir makine 16 yapı üretir (bir merkez tel artı altı dış tel). 61 bobinli bir makine, 1 6 12 18 24 = 61 tel iletken içeren karmaşık çok katmanlı yapılar üretebilir. Bobin çapı (genellikle 200 mm ila 800 mm), üretim başına ne kadar tel yüklenebileceğini belirler, bu da üretim verimliliğini ve bobin değiştirme duraklamalarının sıklığını doğrudan etkiler.
Gerginlik Kontrol Sistemi
Gerilim kontrolü tartışmasız modern teknolojinin en karmaşık yönüdür. büküm makinesi tasarım. Her bir tel, bobinin tükenme döngüsü boyunca doğru gerilimde beslenmelidir; çok yüksek gerilim, telin uzamasına ve çapın azalmasına neden olur; çok düşük olması gevşek yatma ve dalga oluşumuna neden olur. Gelişmiş makineler, tam bobin tükenme döngüsü boyunca bireysel tel gerilimlerini ±%1–2 aralığında tutan dansçı rulo geri beslemeli programlanabilir gerilim frenleri kullanır. Kapalı devre servo gerilim sistemleri makine maliyetine %15-30 oranında katkıda bulunur ancak iletken direnci değişimini ±%5'ten ±%1'in altına düşürür.
Kapama Kalıp Sistemi
Kapatma kalıbı şekli çok telli iletkenin son geometrisini belirler. Yuvarlak kapatma kalıpları çoğu kabloda standart olarak dairesel kesitler üretir. Sektör kalıpları, kablo çapını en aza indirmek için çok çekirdekli güç kablolarında kullanılan trapez veya D şekilli sektörleri üretir. Kompakt (veya sıkıştırılmış) büküm kalıpları, iletkeni nominal dairesel kesitinin %90-92'sine kadar sıkıştırarak genel kablo çapını %8-12 oranında azaltır; bu, büyük hacimli kablo üretimi için önemli bir malzeme tasarrufu sağlar.
Başlıca Endüstrilerdeki Büküm Makinesi Uygulamaları
Büküm makineleri enerji üretimi, telekomünikasyon, inşaat, havacılık ve otomotiv sektörlerinde vazgeçilmezdir; kablolara, iletkenlere veya tel halatlara dayalı tüm endüstriler doğrudan büküm makinesi çıktısına bağlıdır.
| Endüstri | Ürün Tipi | Büküm Makinesi Tipi | Anahtar Gereksinimi |
| Güç Araçları | HV/EHV kablo iletkenleri | Boru şeklinde (multi-layer) | Büyük iletken kesiti |
| Telekomünikasyon | Fiber optik kablo çekirdekleri | SZ Büküm | Yüksek hız, fiber gerilimi yok |
| İnşaat / İnşaat | Köprü destek kabloları, halatlar | Gezegensel / Yay | Hayır back-twist, high break load |
| Otomotiv | Kablo demeti iletkenleri | Gruplama / High-speed tubular | İnce tel, yüksek esneklik |
| Petrol ve Gaz / Denizcilik | Zırhlı deniz altı kabloları | Yay / Sert Planet | Korozyon direnci, çekme mukavemeti |
| Yenilenebilir Enerji | Rüzgar türbini dizi kabloları | Boru şeklinde (compact strand) | Burulma esnekliği, UV direnci |
Tablo: Ürün türlerini, makine konfigürasyonlarını ve temel teknik gereksinimleri gösteren önemli endüstrilerdeki makine uygulamaları.
Büküm Makinesi ve Kablolama Makinesi: Fark Nedir?
Bir büküm makinesi tek tek kabloları çok damarlı bir iletken halinde birleştirirken, bir kablolama makinesi birden fazla yalıtılmış damarı, dolguyu ve koruma katmanını bitmiş çok damarlı bir kablo halinde birleştirir; ikisi birbirinin yerine geçebilen makineler değil, sıralı üretim adımlarıdır.
Bu ayrım, üretim hatlarını planlayan kablo üreticileri için önemlidir. Büküm makinesi çıplak veya emaye tellerle çalışır; çıkışı daha sonra yalıtılacak olan çok telli iletkendir. Kablolama makinesi (aynı zamanda döşeme makinesi veya kablo montaj makinesi olarak da adlandırılır), her biri zaten çok telli bir iletken içeren yalıtılmış çekirdekleri alır ve bunları dolgu maddeleri, bantlar, ekranlar ve kılıflarla birlikte bükerek çok iletkenli kablonun tamamını oluşturur.
| Özellik | Büküm Makinası | Kablolama Makinası |
| Giriş Materyali | Çıplak/emayeli tek teller | Yalıtılmış iletken çekirdekler |
| Çıkış Ürünü | Çok telli iletken | Çok çekirdekli kablo düzeneği |
| Süreç Aşaması | Erken (iletken oluşturma) | Geç (kablo montajı) |
| Eleman Çapı | 0,05–10 mm tel | 5–150 mm yalıtımlı damarlar |
| Tipik Hız | 20–500 m/dak | 2–30 m/dak |
| Ek Fonksiyonlar | Sıkıştırma, sektör oluşturma | Bantlama, doldurma, tarama |
Tablo: Örgü makineleri ve kablolama makinelerinin işlev, giriş/çıkış ve süreç aşamasına göre yan yana karşılaştırması.
Büküm Makinesi Satın Alma Rehberi: Satın Almadan Önce Değerlendirilmesi Gereken Temel Faktörler
Bir büküm makinesinin seçilmesi altı kritik faktörün değerlendirilmesini gerektirir: ürün yelpazesi, gereken çıktı hızı, bobin boyutu ve sayısı, otomasyon düzeyi, kapladığı alan ve satış sonrası destek. Bunlardan herhangi birinin yanlış yapılması, makinenin ilk günden itibaren amaçlanan üretim planının altında performans göstermesine neden olabilir.
1. Önce Ürün Portföyünüzü Tanımlayın
Herhangi bir özel makineyi değerlendirmeden önce, üretim hattınızın kullanması gereken tüm iletken boyutları, tel çapları, büküm uzunlukları ve büküm yapılarının haritasını çıkarın. 1,5–10 mm² iletkenler için optimize edilmiş bir makine, teknik açıdan yetenekli olsa bile 400 mm² kompakt çok telli iletkenler üretirken iyi performans göstermez. Birçok üretici modüler teklif sunuyor büküm makinesis birden fazla makine satın almadan daha geniş bir ürün yelpazesini kapsayacak şekilde farklı bobin kızakları veya kapatma kalıbı sistemleriyle yeniden yapılandırılabilir.
2. Gerekli Üretim Çıktısını Hesaplayın
Gerekli aylık iletken çıktınızı ton veya kilometre cinsinden hesaplayın, ardından gerekli minimum hat hızını ve çalışma saatlerini belirlemek için geriye doğru çalışın. Örneğin, %80 makine kullanılabilirliğinde ayda 500 km 25 mm² çok telli iletken üretmek, günde 2 vardiya çalışan yaklaşık 80 m/dak hat hızı gerektirir. Bu talep için 40 m/dak hızında bir makine satın almak anında bir üretim darboğazı yaratacaktır.
3. Otomasyon ve Kontrol Sistemi
Modern büküm makineleri, temel parametre ayarından tam otomatik tarif yönetimine, çevrimiçi kalite izlemeye ve Endüstri 4.0 veri entegrasyonuna kadar uzanan PLC tabanlı kontrol sistemleriyle mevcuttur. Otomatik büküm uzunluğu kontrolü, alarm sistemleriyle gerçek zamanlı gerginlik izleme ve bobin tükendiğinde otomatik hız artırma/azaltma, manuel olarak çalıştırılan makinelerle karşılaştırıldığında hurda oranlarını %30-50 oranında azaltabilir. Gelişmiş otomasyonun ek sermaye maliyeti, yüksek hacimli üretimde malzeme israfının ve işçilik maliyetlerinin azalmasıyla genellikle 12-24 ay içinde kendini amorti eder.
4. Kaplama Alanı ve Kurulum Gereksinimleri
Büyük iletken üretimine yönelik 61 bobinli boru büküm makinesi 15–25 metre uzunluğunda ve 20–50 ton ağırlığında olabilir; temel çukuru ve titreşim izolasyonu olan betonarme döşeme gerektirir. Fiber optik kablolar için SZ büküm hatları, çok yüksek hızlarda üretim yaparken, dönen kızak kütlelerinin olmaması nedeniyle daha kompakt bir ayak izine (tipik olarak 8-15 metre) sahiptir. Kurulum gereksinimlerinin hafife alınması toplam proje maliyetine %15-25 oranında katkıda bulunabileceğinden, makine seçiminin yanı sıra fabrika yerleşimini ve vinç kapasitesini de planlayın.
5. Satış Sonrası Destek ve Yedek Parça Bulunabilirliği
Kapatma kalıpları, gergi fren balataları, bobin yatakları ve kızak yatakları her türlü sarf malzemesi bileşenidir. büküm makinesi . Üreticinin yerel veya bölgesel bir parça deposu bulunduğunu, kritik arızalar için garantili bir yanıt süresi sunduğunu (ideal olarak 48 saatten az) ve devreye alma paketinin bir parçası olarak operatör eğitimi sağladığını doğrulayın. Bir kablo fabrikasındaki büküm makinesinin aksama süresi, üretim ölçeğine bağlı olarak vardiya başına 5.000 ila 50.000 ABD Doları arasında bir maliyete neden olabilir; satış sonrası hizmet kalitesi ikinci derecede önemli bir husus değildir.
Örgülü İletkenler için Kalite Standartları ve Testler
Büküm makinelerinde üretilen örgülü iletkenler, iletken sınıfını, maksimum direnci, minimum esnekliği ve boyut toleranslarını belirten IEC 60228, ASTM B8 veya eşdeğer ulusal standartlara uygun olmalıdır; düzenlemeye tabi pazarların çoğunda kablo ürünleri için bu standartlara uygunluk zorunludur.
IEC 60228, çok telli iletkenleri esneklik ve yapıya dayalı olarak dört sınıfa ayırır:
- Sınıf 1: Katı iletkenler - büküm makinelerinde üretilmez
- Sınıf 2: Sabit kurulum için çok telli iletkenler - boru şeklinde çok telli, nispeten uzun döşeme uzunlukları
- Sınıf 5: Esnek iletkenler — esnek kablolar ve taşınabilir ekipmanlar için ince tel demetleme, kısa döşeme uzunlukları
- Sınıf 6: Ekstra esnek iletkenler — kaynak kabloları ve son derece esnek uygulamalar için en iyi tel demetleme, en kısa döşeme
Büküm makinelerinden çıkan çok telli iletken üzerinde gerçekleştirilen temel kalite testleri arasında IEC 60228'e göre DC direnç ölçümü, boyut kontrolleri (OD ölçümü, yuvarlaklık), büküm uzunluğu doğrulaması ve esnek iletken sınıfları için esneme testi (arızaya kadar bükülme döngüsü sayısı) yer alır.
Büküm Makinaları Hakkında Sıkça Sorulan Sorular
S: Tel bükme makinesi ile tel çekme makinesi arasındaki fark nedir?
Tel çekme makinesi, tek bir teli giderek daha küçük kalıplardan çekerek çapını azaltır; daha kalın çubuk stokundan hassas çapta bireysel teller üretir. Bir büküm makinesi önceden çekilmiş birden fazla bireysel kabloyu alır ve bunları bir çok damarlı iletken halinde büker. Üretim sürecinde iki makine sıralıdır: ilk önce tel çekme, ikinci olarak bükme. Komple bir iletken üretim hattı tipik olarak bir çubuk kırma makinesi, ara ve ince tel çekme makineleri, tavlama ekipmanı ve ardından büküm makinesini içerir.
S: Çoğu uygulama için neden örgülü tel masif telden daha iyidir?
Örgülü tel, aynı kesitteki katı telden üç önemli açıdan üstündür. Birincisi, esneklik: çok telli tel, metal yorulması sorunu olmadan tekrar tekrar bükülebilirken, eşdeğer akım kapasitesine sahip katı tel, nispeten az sayıda esneme döngüsünden sonra çatlar. İkincisi, AC devrelerinde akım taşıma kapasitesi: cilt etkisi, AC akımının esas olarak iletkenlerin dış yüzeyinden akmasına neden olur - birim hacim başına daha fazla yüzey alanına sahip çok telli iletkenler, AC akımını daha verimli bir şekilde taşır, bu nedenle büyük güç kabloları her zaman çok telli iletkenler kullanır. Üçüncüsü, hata toleransı: Mekanik hasar nedeniyle bir tel kırılırsa iletken çalışmaya devam eder, katı iletkendeki kopma ise tam bir arızadır.
S: Bir büküm makinesi aynı anda kaç kabloyu işleyebilir?
Bu tamamen makinenin tasarımına ve boyutuna bağlıdır. Giriş seviyesindeki boru büküm makineleri 7 kabloyu (1-6 yapı) işlerken, büyük endüstriyel makineler çok katmanlı bükümlü yapılar için 19, 37, 61 veya daha fazla bobin barındırır. Çok ince tellere yönelik demetleme makineleri, tek geçişte 100 ayrı teli aynı anda işleyebilir. Yüksek gerilim DC kablolarında kullanılan 2.500 mm²'lik Milliken iletkenleri gibi çok büyük iletkenler, önce alt bölümlerin birden fazla büküm makinesinde bükülmesi, ardından bu bölümlerin bir kablolama makinesinde son iletken halinde birleştirilmesiyle üretilir.
S: Bir büküm makinesinin hangi bakıma ihtiyacı vardır?
Bir büküm makinesinin bakım programı, beşik yataklarının yağlanmasına (tipik olarak her 500-1.000 çalışma saatinde bir), gerilim freni balatalarının muayenesine ve değiştirilmesine, kapanış kalıbı aşınmasının izlenmesine (iletken geometrisini korumak için delik çapı nominal değeri 0,1 mm'den fazla aştığında kalıplar değiştirilmelidir), kayış ve dişli tahrik incelemesine ve bobin yatağının değiştirilmesine odaklanır. PLC durum izleme özelliğine sahip modern makineler, arıza oluşmadan önce titreşim imza analizi yoluyla operatörleri rulman aşınması konusunda uyarabilir; öngörücü bakım programları, planlı yalnızca aralıklı bakıma kıyasla plansız arıza süresini %40-60 oranında azaltır.
S: Bir büküm makinesi bakırın yanı sıra alüminyum iletkenler de üretebilir mi?
Evet. Aynı boru şeklinde veya gezegensel büküm makinesi, büküm prensibi malzemeden bağımsız olduğundan hem bakır hem de alüminyum telleri işleyebilir. Ancak önemli kurulum farklılıkları vardır. Alüminyum tel, bakırdan önemli ölçüde daha yumuşaktır ve kılavuz bileşenlerden kaynaklanan yüzey hasarına karşı daha hassastır; daha büyük temas yarıçapına sahip pürüzsüz, cilalı kılavuz elemanları gerektirir. Alüminyum ayrıca bakırdan daha az sertleşir, bu nedenle tel uzamasını önlemek için gerilim ayarlarının azaltılması gerekir (tipik olarak %30-40). ACSR (Alüminyum İletkenli Çelik Takviyeli) üretimi için, önceden konumlandırılmış bir çelik çekirdek üzerine alüminyum halatların döşenmesi için yay bükücüler veya merkezi çelik çekirdekli ödeme sistemine sahip özel boru şeklindeki makineler kullanılır.
S: Bir büküm makinesinde geri büküm nedir ve neden önemlidir?
Bobinlerin kızakla birlikte dönmesi nedeniyle boru büküm makinelerinde geri büküm meydana gelir; bu, her bir telin yalnızca kablo ekseni etrafında bükülmekle kalmayıp aynı zamanda karşılığını alırken kendi ekseni etrafında ters dönüşe de maruz kaldığı anlamına gelir. Bakır iletkenler için geri büküm genellikle zararsızdır. Bununla birlikte, çelik tel halat üretiminde geri bükülme, halatın kopma mukavemetini %5-15 oranında azaltan iç gerilimlere neden olur ve halatın yük altında dönmesine neden olabilir; bu, kaldırma uygulamaları için tehlikeli bir özelliktir. Gezegensel (sert) büküm makineleri, bobinleri beşik dönüşüne karşı ters yönde döndürerek geri bükümü tamamen ortadan kaldırır; bu nedenle tel halat ve zırhlama uygulamaları için standarttırlar.
Sonuç: Bükme Makinesi Neden Modern Kablo Üretiminin Merkezinde Kalıyor?
Büküm makinesi yalnızca bir fabrika ekipmanı parçası değildir; modern dünyadaki her elektrik ağının, telekomünikasyon sisteminin ve yapısal kablonun ardındaki olanak sağlayan teknolojidir.
Esnek ev kabloları üreten en basit 7 telli boru şeklindeki makineden, 500 m/dak hızla 1.000 fiber optik kablo üreten en gelişmiş SZ büküm hattına kadar, her birinin temel görevi büküm makinesi aynı şey: bireysel kabloları, bireysel bileşenlerin herhangi birinden daha güçlü, daha esnek ve elektriksel olarak daha verimli olan birleşik, optimize edilmiş bir yapıya dönüştürün.
Güç altyapısına, yüksek hızlı veri ağlarına, elektrikli araçlara ve yenilenebilir enerji sistemlerine yönelik küresel talep hızlandıkça, tüm bunları mümkün kılan tedarik zincirinin en başında mahsur kalan makine yer alıyor. Doğru türün (boru, planet, yay, demetleme veya SZ) seçilmesi ve hedef ürün aralığı, hız ve kalite standardı için doğru şekilde belirlenmesi, bir kablo üreticisinin alacağı en önemli mühendislik kararıdır. Doğru yaptığınızda makine 20 yıl veya daha uzun bir süre boyunca milyonlarca metrelik uyumlu, tutarlı ürünü güvenilir bir şekilde sunacaktır.